Méthodes de défaillance |
 |
Extrusion
|
|||||
 |
Surcompression
|
||
 |
Abrasion
|
|||||
 |
Déformation par compression
|
||||||
 |
Dégazage ou extraction
|
|||||
 |
Dommages liés à l'installation
|
||||||
 |
Dégradation chimique
|
 |
Dégradation thermique
|
|||
 |
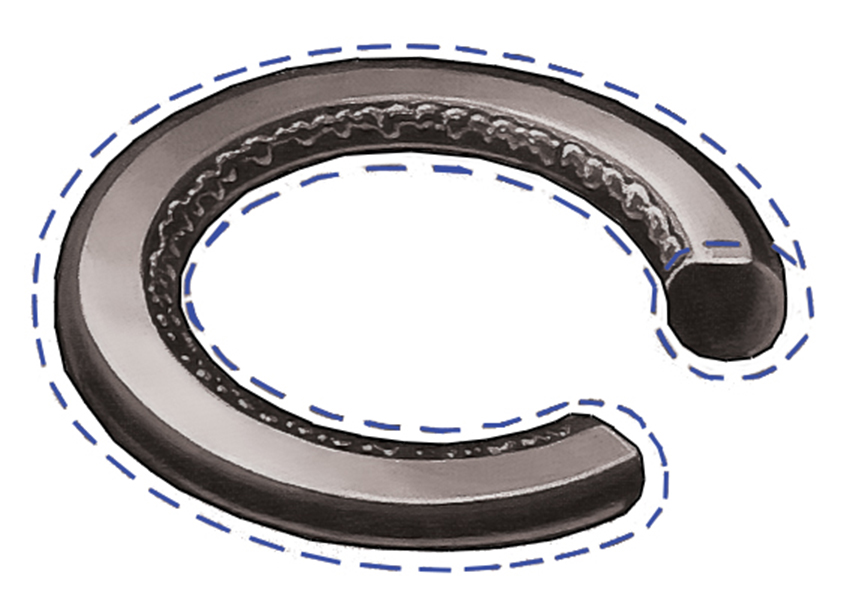
Rupture en spirale
|
||||||
 |
Dégradation par plasma
|
|||||||
 |
Contamination Lorsque cette défaillance se produit, les matériaux étrangers ou les contaminants sont visibles sur la surface du joint torique. En général, la contamination est causée par:
Pour éviter que cette défaillance ne se produise, il convient de spécifier le niveau de contamination, y compris lors de la fabrication et de l'emballage des joints. |
 |
Décompression rapide des gaz
|
||||