Methods of Failures |
 |
Extrusion
|
|||||
 |
Over-Compression
|
||
 |
Abrasion
|
|||||
 |
Compression Set
|
||||||
 |
Outgassing or Extraction
|
|||||
 |
Installation Damage
|
||||||
 |
Chemical Degradation
|
 |
Thermal Degradation
|
|||
 |
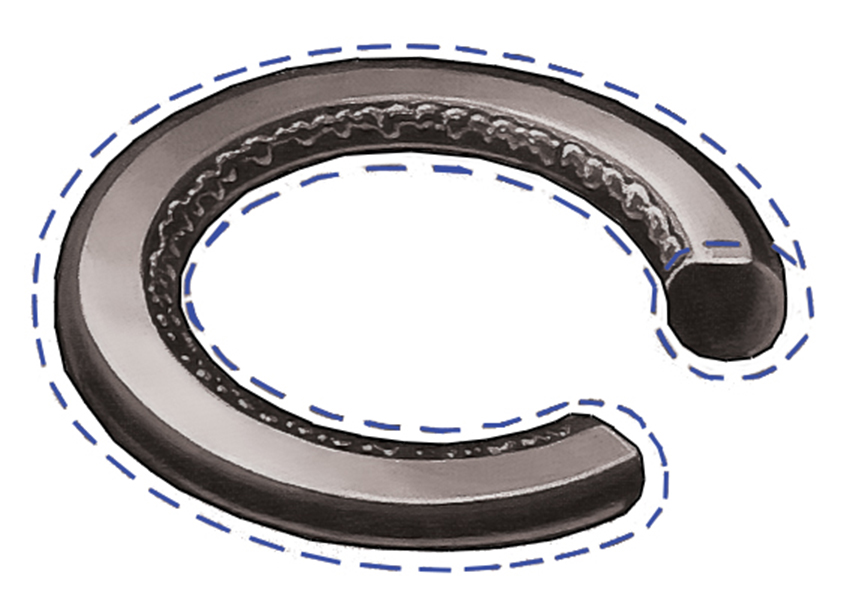
Spiral Failure
|
||||||
 |
Plasma Degradation
|
|||||||
 |
Contamination When this failure occurs, the foreign materials or contaminants are visible on the surface of the O-ring. In general, contamination is caused by:
To prevent this failure from happening specify contamination level including manufacturing and packaging of the seals. |
 |
Rapid Gas Decompression
|
||||