By Josh Kelly, Sales Engineer
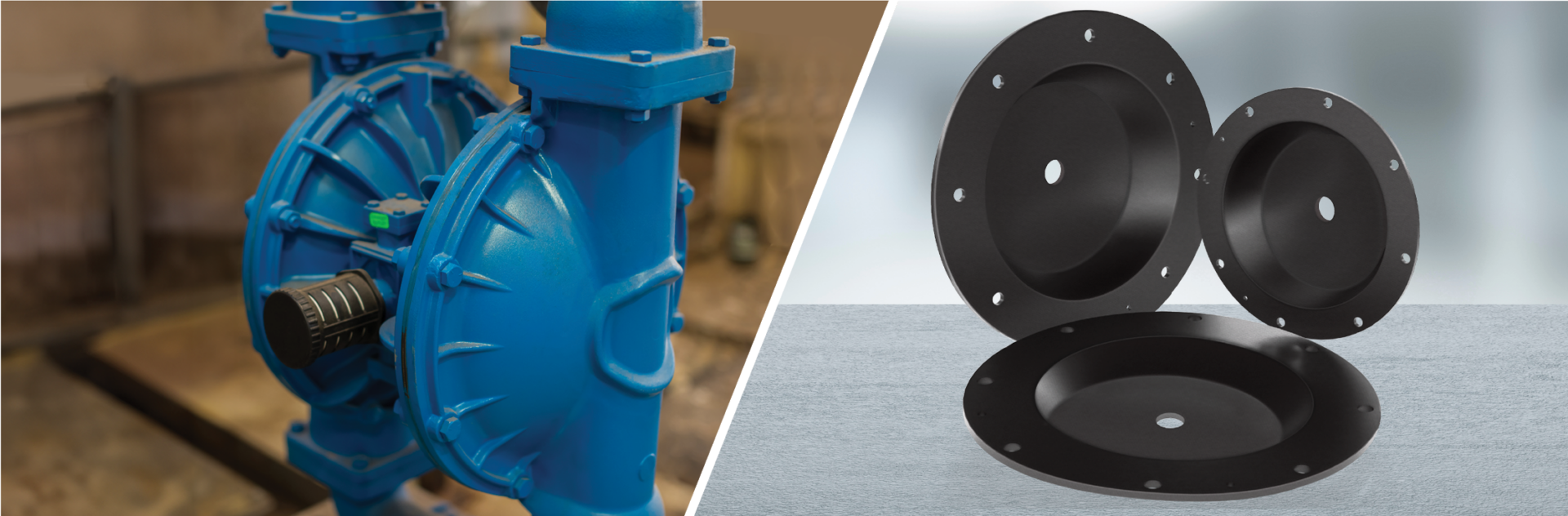
The diaphragm is a critical component of a diaphragm slurry pump, a type of positive displacement pump used to transport dense and abrasive mixtures of liquids and suspended solid particles, often known as slurry. The diaphragm is a flexible membrane that flexes back and forth to draw slurry into the pump chamber and push it out, while isolating the slurry from the pump’s mechanical components.
This case study outlines how Hi-Tech Seals provided specialized HNBR diaphragms to reduce costly downtime and maintenance, all while improving the pump’s service life.
Customer Profile
The customer provides millwright and on-site machining services for industries such as oil and gas, mining, power generation, pulp and paper, plastics, food, and steelmaking.
Application
This diaphragm slurry pump used two flexible diaphragms positioned on either side of a central drive mechanism. The diaphragms flex in opposite directions: one chamber draws slurry through its inlet check valve while the other discharges through its outlet check valve. This isolates the slurry from the pump's mechanical components.
The pump operates in cobalt and copper leaching, transferring saltwater slurry with abrasive coral particles.
The Challenge
The diaphragms from previous suppliers could not withstand the abrasive nature of coral slurry. The material used was hydrogenated nitrile butadiene rubber (HNBR), and the reinforced fabric layer was not thick enough, wearing out within only 25 days. This drastically increased their operational costs as replacement diaphragms had to be ordered frequently. The supplier lead time was also a constraint, extending to nearly eleven months.
Hi-Tech Seals Solution
Our engineering team worked closely with the customer to design and engineer diaphragms with a longer service life. The revised design doubled the thickness of the reinforced fabric layer and used an optimized HNBR compound selected to improve durability in the customer’s abrasive slurry conditions.
The Results
The improved diaphragms increased service life from 25 days to 45-60 days, reducing replacement frequency and associated downtime. Hi-Tech Seals was also able to cut lead time by more than half compared to the previous supplier. Together, the extended diaphragm life and shorter lead time reduced slurry pump maintenance, downtime, and operating costs.